
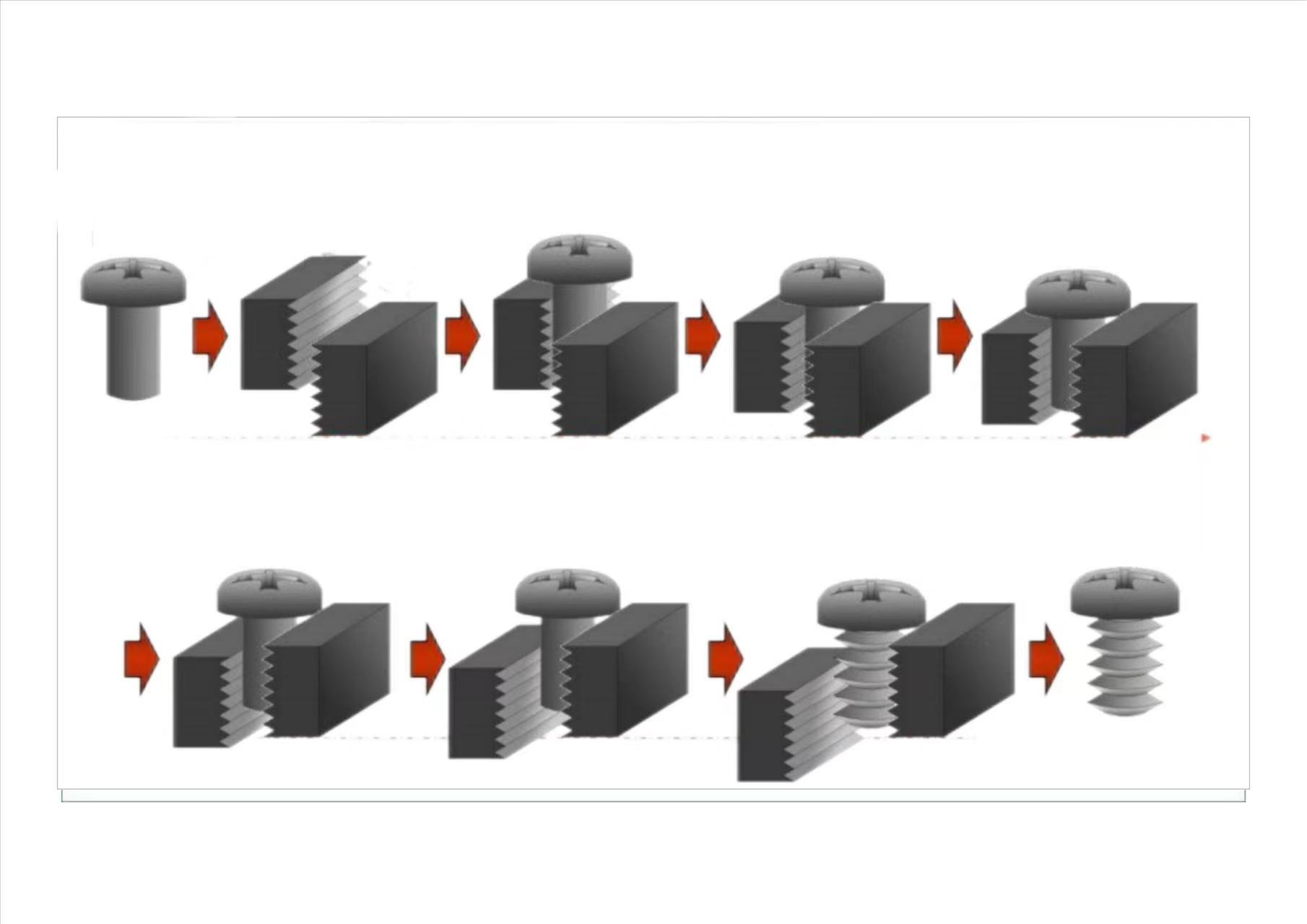
ਸ਼ਾਰਪ-ਪੁਆਇੰਟ ਪੇਚ ਮਸ਼ੀਨ ਪੇਚਾਂ ਦੇ ਸਮਾਨ ਹੁੰਦੇ ਹਨ, ਪਰ ਪੇਚ 'ਤੇ ਥਰਿੱਡ ਸਵੈ-ਟੈਪਿੰਗ ਪੇਚਾਂ ਲਈ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਧਾਗਾ ਹੈ।ਇਹ ਇੱਕ ਸਿੰਗਲ ਟੁਕੜਾ ਬਣਾਉਣ ਲਈ ਦੋ ਪਤਲੇ ਧਾਤ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਇਕੱਠੇ ਜੋੜਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਭਾਗਾਂ ਵਿੱਚ ਪਹਿਲਾਂ ਤੋਂ ਛੋਟੇ ਛੇਕ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਇਸ ਪੇਚ ਦੀ ਉੱਚ ਕਠੋਰਤਾ ਦੇ ਕਾਰਨ, ਇਸ ਨੂੰ ਸਿੱਧੇ ਹਿੱਸੇ ਦੇ ਮੋਰੀ ਵਿੱਚ ਪੇਚ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਕੰਪੋਨੈਂਟ ਵਿੱਚ ਇੱਕ ਜਵਾਬਦੇਹ ਅੰਦਰੂਨੀ ਥਰਿੱਡ ਬਣ ਜਾਂਦਾ ਹੈ।ਇਸ ਕਿਸਮ ਦਾ ਕੁਨੈਕਸ਼ਨ ਬਣਾਉਣਾ ਇੱਕ ਹਟਾਉਣਯੋਗ ਕੁਨੈਕਸ਼ਨ ਵੀ ਹੈ।


ਸਪਾਈਕ-ਟੇਲਡ ਪੇਚ ਲਈ ਤਿਆਰੀ ਪ੍ਰਕਿਰਿਆ, ਜਾਂ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪਹਿਲਾ ਹਿੱਸਾ ਕੋਇਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਇਹ ਪ੍ਰਕਿਰਿਆ ਕੱਚੇ ਮਾਲ ਦੇ ਨਿਰਮਾਤਾ ਦੁਆਰਾ ਖਰੀਦੀ ਗਈ ਅਸਲੀ ਕੋਇਲ ਹੈ।ਇੱਕ ਕੋਇਲ ਦੇ ਮੁੱਖ ਮਾਪਦੰਡਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ: A, ਬ੍ਰਾਂਡ B, ਨਾਮ C, ਨਿਰਧਾਰਨ D, ਸਮੱਗਰੀ E, ਭੱਠੀ ਨੰਬਰ ਜਾਂ ਬੈਚ ਨੰਬਰ F, ਮਾਤਰਾ ਜਾਂ ਭਾਰ।ਕਾਰਬਨ ਸਟੀਲ ਕੋਇਲਾਂ ਦੀ ਮੁੱਖ ਰਸਾਇਣਕ ਰਚਨਾ ਹਨ: C, Mn, P, S, Si, Cu, Al, ਜਿਨ੍ਹਾਂ ਵਿੱਚੋਂ Cu, Al ਦੀ ਸਮੱਗਰੀ ਜਿੰਨੀ ਘੱਟ ਹੋਵੇਗੀ, ਉੱਨਾ ਹੀ ਵਧੀਆ ਹੈ।

ਪੇਚਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਦੂਜੀ ਪ੍ਰਕਿਰਿਆ ਤਾਰ ਡਰਾਇੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਤਾਰ ਡਰਾਇੰਗ ਪ੍ਰਕਿਰਿਆ ਦਾ ਉਦੇਸ਼ ਤਾਰ ਦੇ ਵਿਆਸ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨਾ ਹੈ ਜਿਸਦੀ ਸਾਨੂੰ ਲੋੜ ਹੈ (ਜਿਵੇਂ ਕਿ 3.5 ਮਿਲੀਮੀਟਰ ਤੱਕ ਤਾਰ ਡਰਾਇੰਗ)।
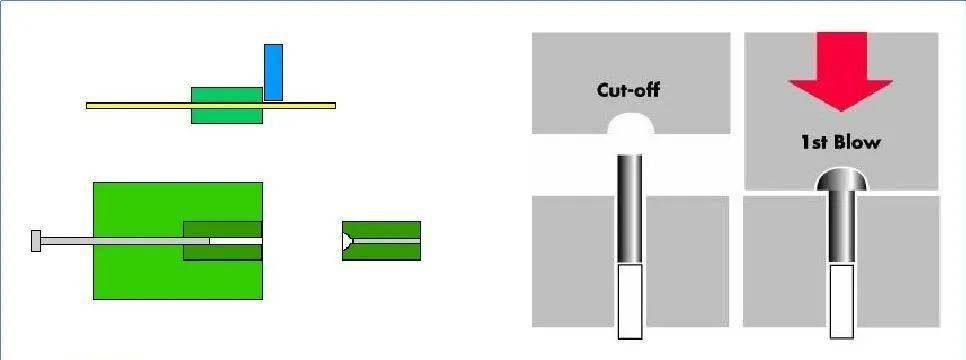


ਤੀਜੀ ਪ੍ਰਕਿਰਿਆ ਕੋਲਡ ਹੈਡਿੰਗ (ਸਿਰਲੇਖ) ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਆਕਾਰ ਬਣਾਉਣ ਲਈ ਡਾਈਜ਼ ਵਿਚਕਾਰ ਆਪਸੀ ਤਾਲਮੇਲ ਰਾਹੀਂ, ਪਹਿਲਾਂ ਤਾਰ ਨੂੰ ਕੱਟੋ, ਪੇਚ ਖਾਲੀ ਥਾਂਵਾਂ ਵਿੱਚ ਉਲਟਾਓ, ਸਿਰ ਬਣਾਉਣਾ, ਕਰਾਸ ਗਰੂਵ (ਜਾਂ ਹੋਰ ਸਿਰ ਕਿਸਮ) ਥਰਿੱਡ ਖਾਲੀ ਵਿਆਸ ਅਤੇ ਡੰਡੇ ਦੀ ਲੰਬਾਈ, ਸਿਰ ਦੇ ਹੇਠਾਂ ਗੋਲ ਕਰਨਾ, ਆਦਿ।
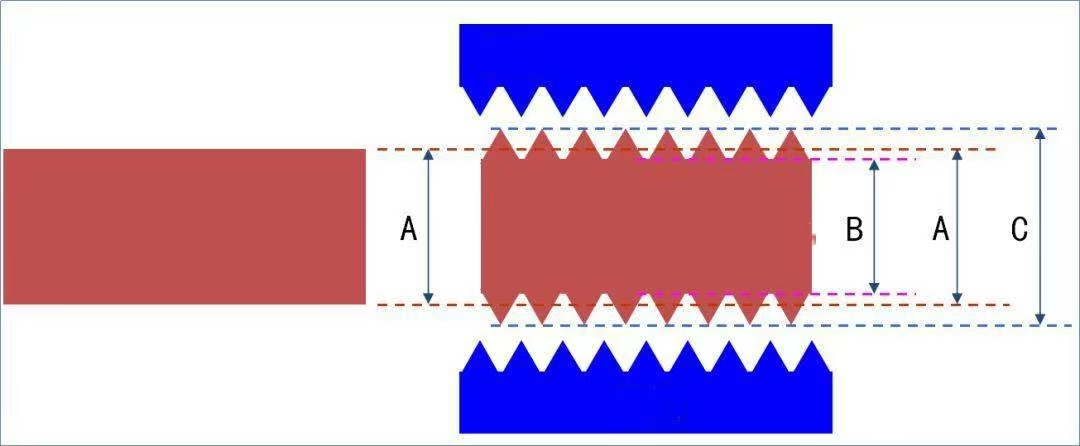

ਧਾਗਾ ਰੋਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਉਤਪਾਦਨ ਦੀ ਚੌਥੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਥਰਿੱਡਾਂ ਨੂੰ ਠੰਡੇ ਸਿਰਲੇਖ ਵਾਲੇ ਖਾਲੀ ਸਥਾਨਾਂ ਤੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਥਰਿੱਡ ਪੈਟਰਨ ਚਲਣਯੋਗ ਅਤੇ ਸਥਿਰ ਦੰਦ ਪਲੇਟਾਂ ਦੇ ਪਰਸਪਰ ਪ੍ਰਭਾਵ ਦੁਆਰਾ ਬਣਦਾ ਹੈ।

5, ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ
01. ਉਦੇਸ਼:
ਉੱਚ ਕਠੋਰਤਾ ਅਤੇ ਤਾਕਤ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਠੰਡੇ ਸਿਰਲੇਖ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਪੇਚ ਬਣਾਉਣ ਲਈ
02. ਭੂਮਿਕਾ:
ਧਾਤ ਦੇ ਸਵੈ-ਟੈਪਿੰਗ ਲਾਕਿੰਗ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ
ਧਾਤ ਦੇ ਹਿੱਸਿਆਂ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ, ਜਿਵੇਂ ਕਿ ਟੋਰਸ਼ਨ, ਟੈਂਸਿਲ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ
03. ਵਰਗੀਕਰਨ:
A. ਐਨੀਲਿੰਗ: (700 ℃ x 4hr): ਲੰਮੀ ਸੰਸਥਾ - ਆਰਥੋਗੋਨਲ ਪੌਲੀਗਨਾਈਜ਼ੇਸ਼ਨ।
B. ਕਾਰਬੁਰਾਈਜ਼ਿੰਗ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ (ਘੱਟ ਕਾਰਬਨ ਸਮੱਗਰੀ ਵਾਲੀਆਂ ਧਾਤ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਲਈ, ਉਹਨਾਂ ਦੀ ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਸੁਧਾਰਨ ਲਈ ਧਾਤ ਦੇ ਹਿੱਸਿਆਂ ਵਿੱਚ ਕਾਰਬਨ ਜੋੜਨਾ)
C. ਟੈਂਪਰਿੰਗ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ (ਧਾਤੂ ਵਿੱਚ ਕੋਈ ਤੱਤ ਨਹੀਂ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਬਿਹਤਰ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਤਾਪਮਾਨ ਵਿੱਚ ਤਬਦੀਲੀ ਨਾਲ ਧਾਤ ਦੀ ਅੰਦਰੂਨੀ ਬਣਤਰ ਬਦਲ ਜਾਂਦੀ ਹੈ) ਆਸਟ੍ਰੇਲੀਅਨ ਮਾਰਕੀਟ ਲਈ, ਸਾਡੇ ਕੋਲ ਮਜ਼ਬੂਤ ਵਿਸ਼ਵਾਸ ਹੈ, ਸ਼ਾਨਦਾਰ ਵਿਦੇਸ਼ੀ ਵਪਾਰ ਸੇਲਜ਼ਮੈਨ, ਕਈ ਕਿਸਮਾਂ ਉਤਪਾਦਾਂ ਦੀ, ਇੱਕ ਫੈਕਟਰੀ ਦੇ ਰੂਪ ਵਿੱਚ, ਉਤਪਾਦ ਦੀ ਡਿਲਿਵਰੀ ਅਤੇ ਗੁਣਵੱਤਾ ਦਾ ਸਖਤ ਨਿਯੰਤਰਣ, ਇੱਕ ਨਿਰਪੱਖ ਟੀਮ, ਆਦਿ, ਇਹ ਉਹ ਕਾਰਨ ਹਨ ਜੋ ਅਸੀਂ ਆਸਟ੍ਰੇਲੀਆਈ ਮਾਰਕੀਟ ਚਿਪਸ ਲਈ ਮੁਕਾਬਲਾ ਕਰਦੇ ਹਾਂ।
ਅੰਤਮ ਪ੍ਰਕਿਰਿਆ ਸਤਹ ਦੇ ਇਲਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਜਿਸ ਨੂੰ ਪਲੇਟਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।ਪਲੇਟਿੰਗ ਤੋਂ ਬਾਅਦ, ਉਤਪਾਦ ਦੀ ਸਤਹ ਲੋੜੀਦਾ ਰੰਗ ਪ੍ਰਭਾਵ ਅਤੇ ਸਤਹ ਐਂਟੀ-ਆਕਸੀਕਰਨ ਪਲੇਟਿੰਗ ਪ੍ਰਭਾਵ ਦਿਖਾ ਸਕਦੀ ਹੈ.

XINRUIFENG ਫਾਸਟਨਰ ਦੇ ਮੁੱਖ ਉਤਪਾਦ ਤਿੱਖੇ-ਪੁਆਇੰਟ ਪੇਚ ਅਤੇ ਡ੍ਰਿਲ-ਪੁਆਇੰਟ ਪੇਚ ਹਨ।
ਤਿੱਖੇ-ਪੁਆਇੰਟ ਪੇਚ ਵਿੱਚ ਡ੍ਰਾਈਵਾਲ ਪੇਚ, ਚਿੱਪਬੋਰਡ ਪੇਚ, ਸਵੈ-ਟੈਪਿੰਗ ਪੇਚ, ਕਿਸਮ ਦੇ ਸੀਐਸਕੇ ਹੈੱਡ, ਹੈਕਸ ਹੈੱਡ, ਟਰਸ ਹੈੱਡ, ਪੈਨ ਹੈੱਡ, ਅਤੇ ਪੈਨ ਫਰੇਮਿੰਗ ਹੈੱਡ ਸ਼ਾਰਪ-ਪੁਆਇੰਟ ਪੇਚ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ।
ਡ੍ਰਿਲ-ਪੁਆਇੰਟ ਪੇਚ ਵਿੱਚ ਡ੍ਰਾਈਵਾਲ ਸਕ੍ਰੂਜ਼ ਡ੍ਰਿਲ ਪੁਆਇੰਟ, ਸੀਐਸਕੇ ਹੈਡ ਸੈਲਫ ਡਰਿਲਿੰਗ ਸਕ੍ਰੂਜ਼, ਹੈਕਸ ਹੈਡ ਸੈਲਫ ਡਰਿਲਿੰਗ ਸਕ੍ਰੂਜ਼, ਈਪੀਡੀਐਮ ਦੇ ਨਾਲ ਸੈਲਫ ਡਰਿਲਿੰਗ ਪੇਚਾਂ ਵਾਲਾ ਹੈਕਸ ਹੈਡ ਸ਼ਾਮਲ ਹਨ;ਪੀਵੀਸੀ;ਜਾਂ ਰਬੜ ਵਾਸ਼ਰ, ਟਰਸ ਹੈੱਡ ਸੈਲਫ ਡਰਿਲਿੰਗ ਪੇਚ, ਪੈਨ ਹੈੱਡ ਸੈਲਫ ਡਰਿਲਿੰਗ ਸਕ੍ਰੂ ਅਤੇ ਪੈਨ ਫਰੇਮਿੰਗ ਸੈਲਫ ਡਰਿਲਿੰਗ ਸਕ੍ਰੂਜ਼।
ਸ਼ਾਨਦਾਰ ਗੁਣਵੱਤਾ, ਪ੍ਰਤੀਯੋਗੀ ਕੀਮਤ ਅਤੇ ਸਮੇਂ ਸਿਰ ਡਿਲਿਵਰੀ ਸਾਡੀ ਸਫਲਤਾ ਦੇ ਤਿੰਨ ਥੰਮ ਹਨ।ਅਤੇ ਅਸੀਂ ਇੱਕ ਲੰਬੇ ਸਮੇਂ ਦੀ ਭਾਈਵਾਲੀ ਸਥਾਪਤ ਕਰਨਾ ਚਾਹੁੰਦੇ ਹਾਂ ਅਤੇ ਆਪਣੇ ਸਾਰੇ ਗਾਹਕਾਂ ਨਾਲ ਜਿੱਤ ਪ੍ਰਾਪਤ ਕਰਨਾ ਚਾਹੁੰਦੇ ਹਾਂ।
ਪੋਸਟ ਟਾਈਮ: ਜੂਨ-28-2023